Self Shielded vs Gas Shielded Flux Cored Electrodes
Q: Why does one use a shielding gas when using a flux-cored wire such as Outershield® 71M? What are the advantages? I have only welded with an Innershield® wire, which did not use any shielding gas.
A: I would like to answer your question as a general discussion of flux-cored welding. The American Welding Society (AWS) classifies all tubular electrodes having a flux on the inside as "flux-cored" wires, and calls it the Flux Cored Arc Welding (FCAW) process. All flux-cored wires have some similar characteristics. These include forming a protective slag over the weld, use a drag angle technique, have the ability to weld out-of-position or flat and horizontal only at higher deposition rates (depending on type of wire), ability to handle contaminants on the plate, etc. However, there are two fundamentally different types of flux-cored wires. One type is self-shielded and the other type is gas-shielded. These two types are often subcategorized as the FCAW-S process (self-shielded, flux-cored) and FCAW-G process (gas-shielded, flux-cored).
$name
$name
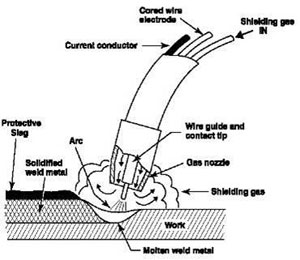
Self-shielded, flux-cored wires, commonly referred to as Innershield® wires, are often described as "a stick electrode that is inside out". Just like covered or stick electrodes, they rely solely on their slag system and the gases produced from chemical reactions in the arc to protect the molten metal from the atmosphere (see Figure 1). The flux ingredients in the core perform multiple functions, which include: 1) They deoxidize and denitrify the molten metal. 2) Forms a protective slag, which also shapes the bead and can hold molten metal out-of-position. 3) Adds alloying elements to the weld metal to produce desired mechanical properties. 4) Affects welding characteristics (i.e. deep penetration characteristics and high deposition rates).
You can think of the FCAW-S process as a productivity extension of stick (i.e., manual) welding, providing much higher deposition rate capabilities with a semi-automatic process for almost all the same applications as stick electrodes are used. As an example, they are very popular for outdoor welding, as there is no need for an external shielding gas (where the gas can easily be blown away by wind and result in porosity with gas-shielded processes).
Operationally, most self-shielded wire types run on DC- polarity. They have a globular arc transfer, ranging from fine droplets to large droplets of metal. While some have very smooth arc characteristics, most tend to have a little harsher arc and more spatter than FCAW-G electrodes. The metallurgy and design of self-shielded, flux-cored wires are unique compared to electrodes for other arc welding processes. As an example, they uniquely use aluminum with most wires to actively react with the atmosphere to produce a sound weld deposit.
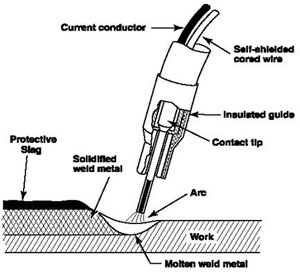
By comparison, gas-shielded, flux-cored wires (Outershield®, UltraCore®) use both a slag system and an external shielding gas to protect the arc from the atmosphere (see Figure 2). The two most common types of shielding gas used are 100% carbon dioxide (CO2), or a 75 – 85% argon (Ar) / balance CO2 mix (with 75%Ar / 25% CO2 the most popular). These wires are often described as “double shielded” electrodes. Like self-shielded wires, the core ingredients produce a slag, add the desired alloying elements to the weld metal and affect the welding characteristics. However, they do not provide any protection from the atmosphere, but rather the FCAW-G process relies completely on an external shielding gas around the arc to do this. In addition, the use of shielding gas greatly improves the operator appeal and usability of these wires.
Most types of wires have a small droplet arc transfer with a smooth, spray arc. The recommended polarity is DC+ for all types of wires. They are generally preferred for shop (i.e. inside) welding, as they have smoother arc characteristics. They can be used outside, but require extra precautions to prevent the wind from blowing away the shielding gas. Without the shielding gas, weld porosity will result.