Weld Crater Shrinkage Cavities
I weld with a flux-cored gas-shielded wire and often notice that there is a hole or divot in the crater of the weld. What is this? Is it porosity in the crater? How can I get rid of it?
What you are describing is a weld crater shrinkage cavity, also known as a "pipe". Figure 1 shows an example of a crater shrinkage cavity in the weld crater, which was made with a mild steel flux-cored gas-shielded wire. It is not weld porosity, but rather is a naturally occurring phenomenon found in arc welding. It forms as the weld metal solidifies in the crater. Figure 2 shows a cross section of the shrinkage cavity in Figure 1. Note that the weld metal solidified with a smooth surface.
$name

Figure 1: Crater Shrinkage Cavity
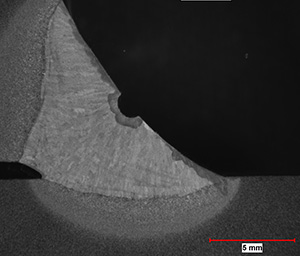
Figure 2: Marco Etch of Shrinkage Cavity
$name
This phenomenon may be better understood on a larger scale. In the steelmaking process, liquid steel may be poured or cast into a large mold to form an ingot of steel. A mass of molten metal naturally begins to cool at the surface, and soon solidifies to form a solid casing around the molten mass in the middle. When fully deoxidized steel solidifies from the liquid state, it contracts to a certain degree. The contraction which results from cooling causes the metal to be drawn to the solid part as it cools. The final stages of contraction occur in the part of the ingot that solidifies last, the center, which finally cools in a honey-combed state. The formation of the cavity at the center of the ingot is called piping. Because of the force of gravity on the molten metal, this cavity is formed well toward the upper end of the ingot. See example of steel ingot piping in Figure 3. This same piping phenomenon also occurs in the crater of a solidified arc welding puddle, but just on a much smaller scale.
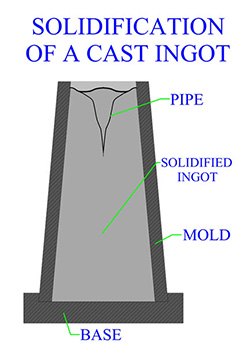
Figure 3
Again, these weld crater shrinkage cavities are a naturally occurring phenomenon found in arc welding. While they can occur with all arc welding processes, they are more prevalent with processes that are capable of higher deposition rates and producing larger weld puddles (i.e.. welds with a greater volume of liquid metal). In addition, they are more pronounced when welding with a vertical up progression, as the effect of gravity tends to enhance the size of the pipes. Finally, the piping effect will vary, depending on the type of weld metal.
Crater shrinkage cavities occur with all brands or all manufacturers’ welding electrodes. Figure 4 shows examples of this shrinkage cavities in welds made with four different brands of stainless steel flux-cored gas-shielded wires.
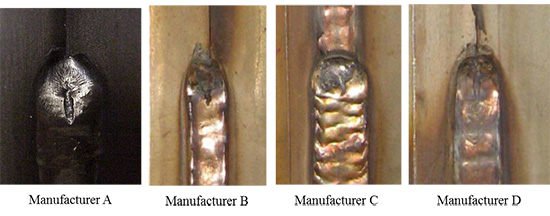
Figure 4: Stainless Steel Flux-Cored Welds Made with Various Wire Brands
If it is desirable to fill in the crater pipe, then a few "crater filling" welding techniques can be used to do this. The most effective method is to back step or come back down into the crater about ½" (12 mm) and hold for a second before you stop welding. Another technique would involve stepping over to the side of the weld bead and finishing on the side. For slag producing processes, the second method does not require having to weld back into the slag. However, it also results in a more uneven weld bead than a straight back step technique. Figure 5 illustrates these two techniques.

Figure 5: Techniques to Use for Filling in the Crater Shrinkage Cavity