Intelligent Robotic Arc Sensing
The use of robotics in arc welding applications serves the purposes of decreasing cycle time and improving the quality and repeatability of welds. This is only possible when the weld joints themselves are consistent and repeatable. Unfortunately, due to inadequate tooling and part preparation, weld joints often deviate greatly from the programmed weld path. The use of advanced tools such as TAST, Touch Sensing, 2D or 3D Vision Systems, and Laser Vision Tracking helps to minimize problems caused by part and tooling imperfections and allows for an expansion of welding opportunities that were previously impossible.
Touch Sensing
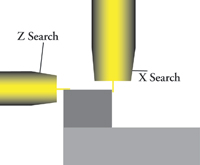
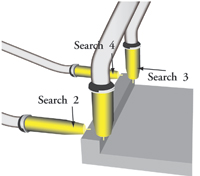
A low cost, software based, joint location sensing system is Touch Sensing. Touch Sensing works by using the welding electrode, nozzle, or other sensing pointer to make electrical contact with the part. The robot stores the position data and then makes adjustments automatically to the entire weld path before the arc start. Touch Sensing allows for adjustments in one, two, or three dimensions.
One disadvantage to using Touch Sensing is the increase in cycle time due to performing the search routines. Added time typically ranges from 3–5 seconds per joint. In addition, for Touch Sensing to be most effective, the part must have defined edges for the sensor to find.
TAST
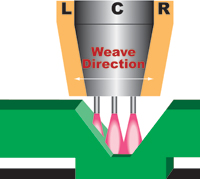
Another relatively low cost software based method used to track weld joints is Through Arc Seam Tracking (TAST). TAST uses welding current feedback to determine the vertical position of the torch. As contact tip to work distance increases, current gets smaller, and as the contact tip to work distance shortens, the amount of current increases. TAST corrects variations in the torch’s vertical position to maintain a constant stick-out. Similarly, TAST uses welding current feedback and the weave function of the robot to determine the lateral position of the torch in the weld joint. At the center of the joint, arc current is at a minimum. As the torch reaches the edge of its weave cycle, arc current peaks. If the value of the peak current at the edge of the weave cycle increases, the torch is moving away from the weld joint, and TAST makes the necessary corrections.
While TAST offers a low cost solution to correcting for imperfect weld joints, the set-up of the system variables is challenging and requires a thorough understanding of the weld process. In addition, TAST cannot be used to weld aluminum, because the change in current due to change in stick out is not significant enough to track. Once the set-up is complete, the weld process must remain stable to prevent erroneous current feedback data from going back to the robot. TAST is best used in applications with material thickness greater than 2 mm and travel speeds between 35–50 inches ipm (inches per minute).
2D and 3D Vision Systems
2D Vision Systems such as the Fanuc Robotics, Inc.® integrated Robot Vision® (iRVision®) can be used in the same capacity as Touch Sensing for improving cycle time and quality. iRVision® is used for joint location tracking, robot guidance, and error proofing prior to establishing an arc. In robot guidance, for each part or weld seam, the operator calibrates the camera and teaches the weld path on an ideal part. This reference image is stored in the robot’s memory. On each part thereafter, the camera takes a picture before an arc is established and the robot performs a pattern match between the reference image and the new image. The robot then calculates any offsets and adjusts the entire weld path accordingly.
Robo Pipe TorchWhile Touch Sensing can take 3-5 seconds to perform the same calculations for each joint, using a 2D camera reduces this time to tenths of a second. In addition, the use of a 2D camera makes it possible to track seams on material thinner than 1 mm since the robot does not have to actually touch the part to find the seam. To minimize the potential for error, the camera takes a picture to verify correct part orientation and presence of safety features. This error detection function either prevents an error in process or detects it before performing next operations. This eliminates the need for costly proximity sensors and reduces the risk of damaging tooling or the robot.
Lighting is critical in 2D Vision Systems. Any ambient light including sunlight, overhead lights, or other welding arcs within close proximity can distort the image and decrease the accuracy of the pattern match. This can make 2D Vision Systems cumbersome to use on shiny material such as aluminum. Also, the harsh environment created by a welding arc can hinder the camera’s accuracy. If the camera is torch mounted, the lens must be protected from heat and spatter from the weld arc. 3D Vision Systems employ the same technology as 2D Vision Systems with the addition of a laser. While 2D Vision Systems detect part movement in the X and Y directions and part rotation, 3D Vision Systems add detection for changes in height, pitch, and yaw.
Laser Vision Tracking
Laser Vision Tracking provides a three-dimensional real time method for tracking weld seams on material thickness less than 1 mm or joints with less than 1 mm gap. The laser sensor is attached to the robot arm approximately one inch ahead of the welding torch. A laser diode projects a line onto the part, and the camera detects the joint seam based on the distortion in the laser line. The camera’s software then provides feedback to the robot regarding gap and fit up variations. This data allows the robot to make necessary adjustments to torch position, travel speed, weave amplitude, and other weld parameters such as voltage and current. Laser Vision Tracking does not hamper overall travel speed, as weld speeds of 100ipm are still attainable. Since the laser operates on a single wavelength, it is not susceptible to interference from ambient light. Software algorithms that reduce noise and unwanted feedback also make it possible to use Laser Vision Tracking on shiny material such as aluminum and stainless steel. In addition, the camera is protected from weld spatter and fumes and intense heat by being mounted at the one inch look-ahead distance from the torch. The move from analog to digital technology greatly improved the capability of Laser Vision Tracking. Digital technology allows for the sensor to have a wider range and clearer signal. Compared to their analog counterparts, digital sensors are roughly four times more precise and have faster scanning rates. One of the main disadvantages still associated with Laser Vision Tracking is the cost of the system, which can be $50,000 or more. In addition, since the sensor is mounted to the torch, it can limit torch access in some applications.

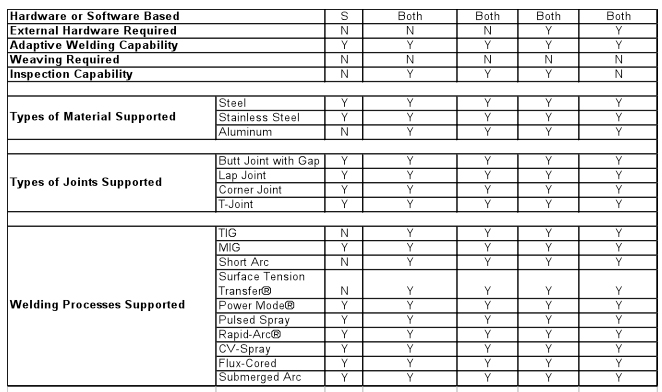
Conclusion
For any robotic application, there are several available options to help improve weld quality and repeatability, including TAST, Touch Sensing, 2D Vision, and Laser Vision Tracking. Figure 1 shows comparisons between the options discussed, and Lincoln Electric Automation employs an experienced and professional staff to assist with any application review. These options have their own benefits and limitations, and only with a thorough evaluation of each application can a user determine which system can provide the most return on investment in terms of increased productivity and improved quality.