11 conseils pour le soudage de l'aluminium dans la construction navale
11 conseils pour le soudage de l'aluminium dans l'industrie de la construction navale
Par Frank G. Armao, directeur, Technologie de soudage de l'aluminium
La Lincoln Electric Company
Les alliages d'aluminium sont légers et résistants à la corrosion dans les environnements marins, ce qui en fait le matériau de qualité supérieure à utiliser dans l'industrie de la construction navale.
Il y a deux aspects qui différencient le soudage général de l'aluminium du soudage de l'acier dans l'industrie de la construction navale, et tous deux sont liés au fait qu'une grande partie du soudage est effectuée à l'extérieur:
- Le stockage des plaques d'aluminium et des extrusions est essentiel pour éviter l'oxydation
- Des précautions supplémentaires doivent être prises pour éviter les brises dans la zone de soudage
Ces deux aspects seront abordés plus en détail dans les prochaines pages.

Sachez quel alliage d'aluminium vous soudez
Il ne suffit pas de savoir que vous soudez de l’aluminium. Les professionnels du soudage doivent savoir quel alliage est sur le point d'être soudé et ils doivent connaître le métal d'apport approprié à utiliser. Les alliages les plus couramment utilisés dans la construction navale sont les alliages en tôle Al-Mg 5XXX et les alliages d'extrusion Al-Mg-Si 6XXX, principalement en raison de leur excellente résistance à la corrosion.
La plupart des alliages d'aluminium sont facilement soudables à l'arc. Pratiquement tous les alliages des séries 1XXX, 3XXX, 4XXX, 5XXX et 6XXX peuvent être soudés à l'arc en utilisant GTAW et GMAW. Cependant, la plupart des alliages des séries 2XXX et 7XXX ne peuvent pas être soudés à l'arc. Les seuls alliages soudables à l'arc de la série 2XXX sont le 2219 et le 2519. Presque tous les autres alliages 2XXX se fissurent gravement lorsqu'ils sont soudés. De même, les seuls alliages de la famille 7XXX pouvant être soudés à l'arc sont le 7003, 7004, 7005 et 7039.
Plus précisément, méfiez-vous particulièrement des 2024 et 7075. Il est tentant d'acheter l'un de ces alliages pour le soudage de réparation car ils sont solides et couramment disponibles, mais ils sont sensibles aux fissures au soudage à l'arc.
Le soudage d'un alliage «non soudable» ou l'utilisation du mauvais alliage d'apport peut entraîner une fissuration immédiate ou une défaillance prématurée en service ultérieurement.
Quand faut-il préchauffer?
Certaines personnes croient que toutes les soudures d'aluminium, à la fois GTAW et GMAW, devraient être préchauffées. Ce n’est pas vrai. En fait, si vous disposez de l'équipement adéquat, le préchauffage est rarement nécessaire.
De plus, un préchauffage excessif peut gravement dégrader les propriétés mécaniques. La dernière étape du traitement thermique est le vieillissement, qui est effectué à des températures comprises entre 325 et 400 ° F. Si vous préchauffez à ou au-dessus de la température de vieillissement, vous ruinerez les propriétés mécaniques de l’alliage.
Cela ne veut pas dire que tout le préchauffage est mauvais. Par exemple, si les températures extérieures et l'humidité sont très élevées, il est acceptable de préchauffer à 200 ° F pour chasser l'humidité. Ne vous laissez pas emporter.
Stockage de feuilles, plaques et extrusions d'aluminium
Pour la plupart des industries, la recommandation standard est de stocker l'aluminium à l'intérieur avant la fabrication. Bien que ce soit une bonne recommandation, il est probablement irréaliste dans l'industrie de la construction navale, où la plupart des soudures sont effectuées à l'extérieur. Il existe des recommandations de stockage plus réalistes pour la construction navale.

Tout d'abord, si possible, n'empilez pas les plaques d'aluminium en une pile plate sur le sol. Le stockage de cette manière emprisonne l'eau entre les feuilles, augmentant les taux de corrosion. Au lieu de cela, empilez les assiettes sur le bord pour permettre à l'eau de s'écouler entre les morceaux. Si les feuilles doivent être empilées à plat, retirez tout papier intercalaire ou emballage entre les plaques. S'il est laissé en place, le papier agira comme une mèche et aspirera de l'eau entre les assiettes. Si les feuilles sont empilées à plat, essayez de ne pas empiler une feuille directement sur une autre. Insérez plutôt de petits «autocollants» en bois ou en aluminium entre les feuilles pour permettre à l'eau de s'écouler.
Tout cela est destiné à minimiser la quantité de corrosion, c'est-à-dire un oxyde épais qui peut se former entre les feuilles stockées. Tous les oxydes épais devront être éliminés mécaniquement avant le soudage.
Assurez-vous de bien nettoyer les pièces avant de souder
Le nettoyage de l'aluminium avant le soudage consiste en deux opérations séparées et distinctes. Premièrement, toutes les huiles, lubrifiants, liquides de refroidissement d'usinage et autres hydrocarbures utilisés dans la fabrication doivent être éliminés. Tout hydrocarbure restant sur le matériau pénètre dans l'arc de soudage et libère de l'hydrogène gazeux, ce qui entraîne la porosité de la soudure.
L'élimination des hydrocarbures peut se faire de deux manières. Le plus courant est d'essuyer la plaque avec un chiffon propre saturé d'un bon solvant dégraissant, tel que l'acétone, le toluène, le MEK ou un nettoyant pour carburation. (Les alcools ne sont pas de bons dégraissants et ne doivent pas être utilisés pour nettoyer l'aluminium.) Alternativement, mais moins courant, l'aluminium peut être plongé dans un réservoir contenant une solution alcaline douce, puis rincé et séché.
Deuxièmement, retirez tous les oxydes lourds de l'aluminium avant le soudage. Cela se fait normalement à la main ou mécaniquement à l'aide d'une brosse métallique en acier inoxydable. Dans les cas où les matériaux sont stockés à l'extérieur et développent un oxyde gris lourd, il peut être nécessaire d'éliminer l'oxyde à l'aide d'un disque de ponçage ou de meulage.
Utilisez l'équipement approprié
Avant de commencer chaque quart de travail, les soudeurs doivent s'assurer que l'équipement de soudage est correctement réglé pour l'aluminium. Ceci est particulièrement important si l'équipement est utilisé de manière interchangeable pour souder différents matériaux.
Spécifiquement pour le soudage GMAW:
- Assurez-vous que le frein de bobine n'est pas trop serré. Une tension excessive entraînera des problèmes d'alimentation du fil. Le frein doit être juste assez serré pour que la bobine ne tourne pas en roue libre lorsque le fil est arrêté.
- Assurez-vous que les rouleaux d'entraînement sont faits pour l'aluminium et ont le bon diamètre. L'utilisation de rouleaux d'entraînement à rainure en V, conçus pour souder l'acier, sur l'aluminium déformera le fil d'aluminium et causera des difficultés d'alimentation.
- Réglez la tension du rouleau d'entraînement juste assez pour que les rouleaux d'entraînement ne glissent pas sur le fil. Une tension excessive entraînera la déformation du fil d'apport.
- Assurez-vous que les douilles de guidage d'entrée et de sortie en plastique appropriées sont en place. L'utilisation des pièces en acier utilisées pour alimenter le fil d'acier entraînera des problèmes d'alimentation.
- Assurez-vous que la doublure du pistolet est la bonne matière plastique utilisée pour l'aluminium. L'utilisation du revêtement de pistolet en acier hélicoïdal généralement utilisé pour alimenter le fil d'acier enlèvera de petits copeaux du fil d'aluminium souple et provoquera le colmatage du revêtement.
- Assurez-vous que la pointe de contact est de la taille appropriée pour le fil d'aluminium alimenté. Certaines personnes pensent que c'est une bonne idée d'utiliser une pointe de contact surdimensionnée - par exemple, une pointe de contact de 1/16 de pouce pour alimenter un fil de 3/64 de pouce. NE FAITES PAS CELA. La pointe doit être d'une taille permettant de passer librement le fil à travers mais encore suffisamment serrée pour fournir un contact électrique uniforme entre la pointe de contact et le fil. Une pointe de contact surdimensionnée ne permettra pas un transfert de courant uniforme, entraînant un nombre excessif de retours de flamme.

Utiliser le débit de gaz de protection correct
Les débits de gaz de protection d'argon doivent être d'au moins 35 SCFH pour GMAW et 25 SCFH pour GTAW. Si une coupelle à gaz ou une buse à gaz de grand diamètre est utilisée, les débits doivent être augmentés pour les deux procédés de soudage. Si le soudage est effectué à l'extérieur, les débits de gaz de protection doivent être encore plus élevés - 45 SCFH minimum pour GMAW et 35 SCFH pour GTAW - car le gaz Argon est plus léger que l'air et plus sensible au vent et aux brises. Le manque de gaz de protection autour de la flaque de soudure entraînera une porosité. Si le gaz de protection est un mélange argon / hélium, les débits doivent être augmentés d'environ 25%, car l'hélium fournit peu de nettoyage.
Une fois la zone de soudure nettoyée, gardez-la propre
Une fois que les pièces individuelles sont propres et ajustées, effectuez la soudure le plus rapidement possible. La principale préoccupation ici n'est pas que les pièces s'oxydent - à température ambiante, l'aluminium s'oxyde lentement s'il est conservé au sec. Le vrai souci est que la saleté, l'huile, la vapeur d'eau, etc. dans l'environnement de l'atelier contaminent le matériau nettoyé. Une fois nettoyées, ajustées et assemblées, ne laissez pas les pièces sans protection pendant la nuit ou le week-end. Si les pièces doivent rester non soudées pendant un certain temps, placez du papier kraft brun sur le cordon de soudure et collez-le en place.
Stocker correctement le fil d'apport de soudage
Le fil d'apport en aluminium doit être stocké dans un environnement propre et sec, de préférence dans son emballage d'origine. Dans de telles conditions, le fil a une durée de vie utile de plusieurs années.
Bien que le fil n'ait pas besoin d'être stocké dans un environnement climatisé, il aide à le stocker dans des conditions de faible humidité relative. Il ne doit pas être permis de se mouiller.
Le moyen le plus simple de le faire est de ranger le fil dans son emballage d'origine dans des armoires métalliques fermées, qui contiennent une ampoule lumineuse de 60 watts. La chaleur de l’ampoule augmentera la température à l’intérieur de l’armoire de 10 ° F environ, abaissant ainsi l’humidité relative.
Les rouleaux de fil partiellement utilisés ne doivent pas être laissés à découvert sur la machine à souder pendant la nuit. Ils doivent être retournés dans leur emballage d'origine. Alternativement, il existe des couvercles de bobine en plastique pouvant être montés sur la plupart des dévidoirs. Garder une bobine de fil dans le chargeur jusqu'à ce que
la bobine a été complètement utilisée est très bien.
Le stockage du fil dans un environnement climatisé peut également causer des problèmes. Si le fil, qui est relativement froid, est amené dans le magasin par une journée chaude et humide et ouvert immédiatement, il est possible que l'air humide se condense sur le fil. Si le fil est stocké dans une pièce climatisée, assurez-vous de le sortir dans le magasin et de ne pas l'ouvrir jusqu'à ce qu'il se soit réchauffé. En effet, le stockage dans une pièce déshumidifiée est préférable au stockage dans une pièce climatisée. Cependant, ni l'un ni l'autre n'est essentiel si le fil est stocké comme recommandé ci-dessus.
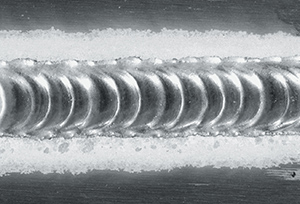
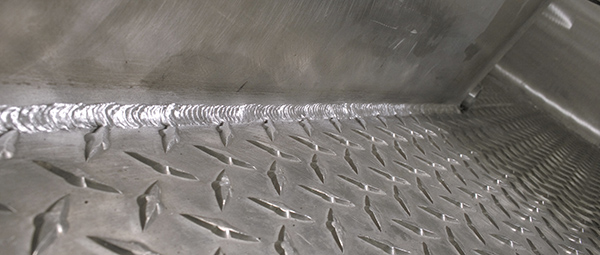
Tissage et oscillation en ligne
Bien que tout le monde convienne que le tissage côte à côte à travers la couture produit un apport de chaleur excessif et ne devrait pas être utilisé, il est très courant dans certaines industries que les soudeurs utilisent un tissage en ligne ou un «mélange». Le but de la lecture aléatoire est de produire l’apparence «pièce de dix cents» si la soudure n’est pas trop grande. Le principal avantage de cette technique est qu'elle produit des ondulations de soudure évidentes régulièrement espacées similaires à une soudure GTAW. Cependant, le brassage ne produit pas une pénétration ou un nettoyage améliorés, ni une meilleure qualité de soudure. C'est purement cosmétique.
La lecture aléatoire est correcte tant que l'amplitude de la lecture aléatoire est contrôlée. Il doit mesurer environ 1/8 pouce à 3/16 pouce (3 mm à 5 mm). Si l'amplitude du shuffle est supérieure à cela, il peut produire des points bas entre chaque ondulation de soudure. Cela peut réduire la gorge de soudure et n'est pas acceptable.
Assurez-vous que vous utilisez le bon alliage de remplissage
Les applications les plus courantes dans la construction navale sont la jonction de l'un des alliages de tôles / plaques 5XXX Al-Mg, tels que 5052, 5154, 5454 ou 5083, à eux-mêmes ou pour assembler l'un des alliages d'extrusion 6XXX à un alliage 5XXX.
Pour joindre les alliages 5XXX à eux-mêmes, la charge correcte est 5554 pour le soudage 5154 ou 5454. Pour le soudage 5052, 5356 doit être utilisé. Pour le soudage 5083, qui a une résistance plus élevée, 5556 ou 5183 est recommandé car 5356 ne correspond pas tout à fait à la résistance de 5083. La charge 4043 ne doit pas être utilisée pour souder les alliages 5XXX, sauf pour 5052, qui a une faible teneur en Mg.
Pour joindre une feuille ou une plaque 5XXX aux alliages d'extrusion 6XXX, tels que 6061-T6, les alliages de remplissage recommandés sont 5356 ou 5554. La charge 4043 n'est pas couramment utilisée dans la construction navale en raison de sa faible résistance à la corrosion. Il n'y a aucun avantage à utiliser les charges de résistance supérieure 5183 ou 5556 dans cette application. Certains fournisseurs essaieront de vendre ces alliages pour cette application car ils sont plus chers, mais ils ne sont pas avantageux.
Nous avons tenté de donner des conseils utiles aux soudeurs d'aluminium dans l'industrie de la construction navale, même s'ils ne sont en aucun cas exhaustifs. Espérons que cet article vous a donné quelques idées supplémentaires sur la façon d'améliorer vos compétences en soudage dans la construction navale d'aluminium.
Télécharger l'article complet