Sortie à courant constant ou tension constante
J'ai un petit soudeur MIG à la maison. Je veux l'utiliser pour un soudage à la baguette, mais on m'a dit que je ne pouvais pas. Pourquoi est-ce? Au travail, nous avons plusieurs types de machines à souder. Pourquoi certains ne peuvent-ils être utilisés que pour le soudage à la baguette et d'autres uniquement pour le soudage par fil, alors que d'autres machines peuvent être utilisées pour les deux? J'ai entendu les termes CC et CV, mais que signifient-ils et pourquoi sont-ils importants? Enfin, notre société dispose de chargeurs de fil portables avec un interrupteur «CV / CC» à l'intérieur. Cela signifie-t-il qu'ils peuvent être utilisés avec n'importe quelle machine à souder?
Ce sont de très bonnes questions et celles, j'en suis convaincu, ont été posées par de nombreux soudeurs. Du point de vue de la conception et du contrôle de l'arc, il existe deux types fondamentalement différents de sources de courant de soudage. Il s'agit notamment des sources d'alimentation qui produisent une sortie à courant constant (CC) et des sources d'alimentation qui produisent une sortie à tension constante (CV). Les sources d'alimentation multi-processus sont celles qui contiennent des circuits et des composants supplémentaires qui leur permettent de produire à la fois une sortie CC et CV en fonction du mode sélectionné.
Notez qu'un arc de soudage est dynamique, dans lequel le courant (A) et la tension (V) changent constamment. La source d'alimentation surveille l'arc et effectue des changements en millisecondes afin de maintenir une condition d'arc stable. Le terme «constante» est relatif. Une source d'alimentation CC maintiendra le courant à un niveau relativement constant, indépendamment des changements assez importants de tension, tandis qu'une source d'alimentation CV maintiendra la tension à un niveau relativement constant, indépendamment des changements assez importants de courant. La Figure 1 contient des graphiques des courbes de sortie typiques des sources d'alimentation CC et CV. Remarquez à divers points de fonctionnement sur la courbe de sortie de chaque graphique comment il y a relativement peu de changement dans une variable, tandis que des changements assez importants dans l'autre variable («Δ» (delta) = différence).
Figure 1: Courbes de sortie pour les sources d'alimentation CC et CV
Il convient également de noter que cet article ne traite que des types conventionnels de sources de puissance de soudage. Lors du soudage par impulsions avec la plupart des nouvelles sources d'alimentation de la technologie de contrôle de forme d'onde, vous ne pouvez vraiment pas considérer que la sortie est strictement CC ou CV. Au contraire, les sources d'alimentation surveillent et modifient à la fois la tension et le courant à des taux extrêmement rapides (beaucoup plus rapides que les sources d'alimentation de technologie conventionnelle), afin de produire des conditions de soudage à l'arc très stables.
Avant de discuter de la question CC vs CV, nous devons d'abord comprendre les effets du courant et de la tension avec le soudage à l'arc. Le courant affecte le taux de fusion ou le taux de consommation de l'électrode, qu'il s'agisse d'une électrode en bâton ou d'une électrode à fil. Plus le niveau de courant est élevé, plus l'électrode fond rapidement ou plus le taux de fusion est élevé, mesuré en livres par heure (lbs / h) ou en kilogrammes par heure (kg / h). Plus le courant est bas, plus le taux de fusion de l’électrode diminue. La tension contrôle la longueur de l'arc de soudage, ainsi que la largeur et le volume du cône d'arc qui en résultent. Au fur et à mesure que la tension augmente, la longueur de l'arc s'allonge (et le cône d'arc plus large), tandis qu'à mesure qu'il diminue, la longueur de l'arc devient plus courte (et le cône d'arc plus étroit). La Figure 2 illustre l'effet de la tension dans l'arc.

Figure 2: Effet de la tension d'arc
Désormais, le type de procédé de soudage que vous utilisez et le niveau d'automatisation associé déterminent le type de sortie de soudage le plus stable et donc préféré. Le processus de soudage à l'arc en métal blindé (SMAW) (alias MMAW ou bâton) et le processus de soudage à l'arc au gaz tungstène (GTAW) (alias TIG) sont généralement considérés comme des processus manuels. Cela signifie que vous contrôlez manuellement toutes les variables de soudage. Vous tenez le porte-électrode ou la torche TIG dans votre main et contrôlez à la main l'angle de déplacement, l'angle de travail, la vitesse de déplacement, la longueur de l'arc et la vitesse à laquelle l'électrode est introduite dans le joint. Avec les processus SMAW et GTAW (c'est-à-dire les processus manuels), CC est le type de sortie préféré de la source d'alimentation.
À l'inverse, le procédé de soudage à l'arc gaz-métal (GMAW) (alias MIG) et le procédé de soudage à l'arc fourré (FCAW) (alias flux core) sont tous deux généralement considérés comme des procédés semi-automatiques. Cela signifie que vous tenez toujours le pistolet de soudage dans votre main et que vous contrôlez l'angle de déplacement, l'angle de travail, la vitesse de déplacement et la distance de la pointe de contact à la distance de travail (CTWD) à la main. Cependant, la vitesse à laquelle l'électrode est introduite dans le joint (connue sous le nom de vitesse d'alimentation en fil (WFS)) est contrôlée automatiquement avec un dévidoir à vitesse constante. Avec les processus GMAW et FCAW (c'est-à-dire les processus semi-automatiques), CV est la sortie préférée.
Le tableau 1 contient un résumé des types de sortie recommandés par procédé de soudage.

Tableau 1: Type de sortie de source d'alimentation recommandé par procédé de soudage à l'arc
Pour utiliser une conception plus simple et réduire les coûts d'achat, les sources d'alimentation de soudage sont généralement conçues pour être utilisées avec un ou deux types de processus de soudage. Ainsi, une machine à baguette de base n'aura qu'une sortie CC, car elle est destinée uniquement au soudage à la baguette. Une machine TIG aura également une sortie CC uniquement, car elle est destinée uniquement au soudage TIG et à la baguette. À l'inverse, une machine MIG de base n'aura qu'une sortie CV, car elle est destinée uniquement au soudage MIG et à noyau de flux. En ce qui concerne votre première question, «Pourquoi ne puis-je pas souder à la baguette avec ma machine MIG?», La réponse est que votre machine MIG ne dispose que d’une sortie CV, ce qui n’est ni prévu ni recommandé pour le soudage à la baguette. Inversement, vous ne pouvez généralement pas souder MIG avec une machine à baguette avec sortie CC, car ce n'est pas le bon type de sortie pour le soudage MIG. Comme mentionné précédemment, il existe des sources d'alimentation de soudage multi-procédés qui peuvent produire à la fois une sortie CC et CV. Cependant, ils sont généralement plus compliqués, ont une capacité de sortie plus élevée, sont destinés à des applications industrielles et ne sont pas évalués à un prix basique et d'entrée de gamme pour les machines de soudage.
La figure 3 montre des exemples de machines de soudage CC, CV et multi-procédés typiques.
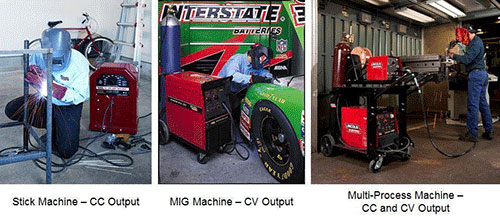
Figure 3: Exemple de sources d'alimentation de soudage par type de sortie
Vous pouvez créer un arc de soudage avec l'un des procédés de soudage sur une sortie de type CC ou CV (si vous pouvez configurer l'équipement de soudage pour ce faire). Cependant, lorsque vous utilisez le type de sortie préféré pour chaque processus respectif, les conditions d'arc sont très stables. Cependant, lorsque vous utilisez le mauvais type de sortie avec chaque processus respectif, les conditions d'arc peuvent être très instables. Dans la plupart des cas, ils sont si instables qu'il est impossible d'essayer de maintenir un arc.
Voyons maintenant pourquoi ces dernières déclarations sont vraies. Avec les deux processus manuels, SMAW et GTAW, vous contrôlez toutes les variables à la main (c'est pourquoi ce sont les deux processus les plus exigeants en compétences de l'opérateur). Vous devez faire fondre l'électrode à une vitesse constante, afin de pouvoir l'introduire dans le joint à une vitesse constante. Pour ce faire, la sortie de soudage doit maintenir le courant à un niveau constant (c'est-à-dire CC), de sorte que la vitesse de fusion résultante soit cohérente. La tension est une variable moins contrôlante. Avec les processus manuels, il est très difficile de maintenir systématiquement la même longueur d'arc car vous alimentez également constamment l'électrode dans le joint. La tension varie en raison des changements de longueur de l'arc. Avec la sortie CC, le courant est votre préréglage, la variable de contrôle et la tension sont simplement mesurées (généralement en tant que valeur moyenne) pendant le soudage.
Si vous essayez de souder avec le procédé SMAW, par exemple en utilisant la sortie CV, le courant et le taux de fusion résultant, varieraient trop. Au fur et à mesure que vous voyagiez le long du joint (en essayant d'être cohérent avec toutes les autres variables de soudage), l'électrode fondrait à une vitesse plus rapide, puis à une vitesse plus lente, puis à une vitesse plus rapide, etc. Vous auriez constamment besoin de changer la vitesse à laquelle vous avez introduit l'électrode dans l'articulation. C'est une condition impraticable, rendant ainsi la sortie CV indésirable.
Lorsque vous passez à un processus semi-automatique, tel que GMAW ou FCAW, quelque chose change. Pendant que vous contrôlez encore à la main de nombreuses variables de soudage, l'électrode est introduite dans le joint à une vitesse constante (en fonction du WFS particulier que vous avez défini sur le dévidoir). Vous voulez maintenant que la longueur de l'arc soit cohérente. Pour ce faire, la sortie de soudage doit maintenir la tension à un niveau constant (c.-à-d. CV), de sorte que la longueur d'arc résultante soit cohérente. Le courant est une variable moins déterminante. Il est proportionnel ou résulte de la WFS. À mesure que WFS augmente, le courant augmente également et vice versa. Avec la sortie CV, la tension et le WFS sont vos préréglages, les variables de contrôle et le courant sont simplement mesurés pendant le soudage.
Si vous essayez de souder avec les processus GMAW ou FCAW en utilisant la sortie CC, la tension et la longueur d'arc résultante, cela varierait trop. Au fur et à mesure que la tension diminuait, la longueur de l'arc devenait très courte et l'électrode se plantait dans la plaque. Ensuite, à mesure que la tension augmentait, la longueur de l'arc devenait très longue et l'électrode brûlait vers la pointe de contact. L'électrode serait constamment coupée dans la plaque, puis brûlée vers la pointe, puis coupée dans la plaque, etc. Ceci est une condition impraticable, rendant ainsi la sortie CC indésirable.
En remarque, il est également courant d'automatiser entièrement les processus de soudage GTAW, GMAW et FCAW. Dans le cas d'une automatisation complète, toutes les variables sont contrôlées par une machine et maintenues à un angle, une distance ou une vitesse constants. Il y a donc moins de changement dans les conditions de l'arc. Cependant, le type de sortie préféré pour GTAW automatisé est toujours CC et pour GMAW automatisé et FCAW est toujours CV. Le cinquième procédé de soudage à l'arc commun, le soudage à l'arc submergé (SAW) (alias sous-arc), est également un processus automatisé. Avec SAW, la sortie CC ou CV est couramment utilisée. Les facteurs déterminants pour savoir quel type de sortie est le meilleur sont généralement le diamètre de l'électrode, la vitesse de déplacement et la taille de la flaque de soudure. Avec SAW semi-automatique, CV est le type de sortie préféré.
Votre dernière question portait sur les dévidoirs de fil de style portable (voir l'exemple de la Figure 4). C'est un équipement qui vous permet d'aller à l'encontre des règles de base qui viennent d'être abordées dans cet article… dans une certaine mesure. Ils sont principalement conçus pour les applications de soudage sur site et présentent trois caractéristiques uniques par rapport aux dévidoirs de fil conventionnels de style atelier. Premièrement, le fil est enfermé dans un boîtier en plastique dur pour une meilleure protection et une meilleure durabilité sur le terrain. Deuxièmement, ils ne nécessitent pas de câble de commande pour alimenter le moteur d'entraînement, mais utilisent plutôt un fil de détection de tension du chargeur de fil. Le branchement est donc simple, nécessitant simplement l’utilisation du câble de soudage existant de la source d’alimentation (et l’ajout d’un tuyau à gaz). Troisièmement, ils ont la capacité de fonctionner avec une source d'alimentation CC, mais avec un succès LIMITÉ. Ils ont un interrupteur à bascule «CC / CV» dans lequel vous sélectionnez le type de sortie de la source d'alimentation.
Lorsque ces dévidoirs de fil de style portable sont sortis pour la première fois, la théorie était qu'ils pouvaient être utilisés avec une grande base existante de sources d'alimentation CC déjà sur le terrain (principalement des soudeurs à moteur) et donc maintenant donner fabri

Figure 4: Exemple de chargeur de fil de style portable
La réalité du soudage par fil avec sortie CC est qu'il fonctionne assez bien avec certaines applications et mal avec d'autres. La stabilité de l'arc est relativement bonne avec le procédé à noyau de flux sous protection gazeuse (FCAW-G) et le procédé GMAW en mode arc de pulvérisation ou arc de pulvérisation pulsé de transfert de métal. Cependant, la stabilité de l'arc est encore très irrégulière et inacceptable avec le flux fourré auto-blindé (FCAW-S) et le processus GMAW dans un mode de transfert de court-circuit de transfert de métal. Alors que la tension varie avec la sortie CC, les processus qui fonctionnent généralement à des tensions plus élevées (c'est-à-dire 24 V ou plus), tels que FCAW-G et arc de pulvérisation ou arc de pulvérisation à impulsions MIG, sont moins sensibles aux variations de tension subies avec la sortie CC. Par conséquent, la stabilité de l'arc est plutôt bonne. Alors que les processus tels que les courts-circuits MIG et FCAW-S, qui fonctionnent généralement à des réglages de tension inférieurs (c'est-à-dire 22 V ou moins), sont plus sensibles aux variations de tension. Par conséquent, la stabilité de l'arc est bien pire et généralement considérée comme inacceptable. Un autre facteur avec les électrodes FCAW-S sur la sortie CC est que des tensions d'arc excessives et des longueurs d'arc plus longues qui en résultent peuvent essentiellement surexposer l'arc à l'atmosphère. Cela peut potentiellement entraîner une porosité de la soudure et / ou une forte diminution de la résistance aux chocs à basse température du métal de soudure.
En guise de note finale, la sortie CV est TOUJOURS recommandée pour le soudage par fil. Par conséquent, lorsque vous utilisez ces dévidoirs de fil de style portable avec une source d'alimentation dotée d'une capacité de sortie CV, utilisez-la à la place de la sortie CC. Enfin, alors que la sortie CC peut être acceptable pour le soudage MIG FCAW-G à usage général et à l'arc de pulvérisation et à l'arc à pulvérisation pulsée, elle n'est pas recommandée pour les travaux de qualité de code.