Accesorios para soldadura robótica
Si bien la soldadura robótica puede mejorar enormemente la productividad en comparación con la soldadura semiautomática, el nivel de eficiencia de la automatización depende del diseño cuidadoso de los accesorios para lograr la máxima productividad. La soldadura robótica es económica cuando se aplica correctamente, pero puede ser terriblemente ineficaz y tener un costo prohibitivo cuando se pasan por alto consideraciones de diseño de dispositivos simples. Muchas ganancias de productividad se obtienen, o se pierden, en la etapa de diseño y mientras que la fijación de piezas desempeña un papel que es simple, un buen diseño de fijación es fundamental para el éxito de un sistema de soldadura robótica.

Al comenzar un nuevo proyecto de soldadura por arco robótico, considere estos objetivos de diseño de accesorios:
- Elija sabiamente el material de su accesorio
- Optimice el circuito de soldaduraOrient the Fixture to Maximize Deposition Rates
- Esfuércese por la accesibilidad, la repetibilidad, la simplicidad y la confiabilidad
- Considere alternativas cuando los costos de diseño de accesorios sean prohibitivos
Elija sabiamente el material de su accesorio
Para los propósitos de esta discusión, la referencia a la fijación es específica del dispositivo diseñado a medida que se usa para ubicar o sostener la pieza de trabajo durante la operación de soldadura. Usado a menudo como términos intercambiables, "herramientas" generalmente se reserva para un dispositivo específico diseñado para formar, comprimir o dar forma.
Uno de los primeros pasos en el diseño de un dispositivo de soldadura robótico es elegir el metal base del dispositivo. Los factores incluyen el costo inicial, los costos de mantenimiento a largo plazo y las características especiales especialmente adecuadas para la aplicación de soldadura robótica, como el aspecto crítico de mantener la precisión y la repetibilidad de la pieza en un entorno expuesto a calor elevado y salpicaduras de soldadura.
Las opciones de materiales comunes incluyen acero dulce, acero para herramientas con alto contenido de carbono, aluminio, acero inoxidable y cobre. Se encuentran disponibles varias aleaciones de los materiales base comunes para mejorar las propiedades de endurecimiento por trabajo y resistencia al desgaste. Cada material tiene diferentes características que pueden afectar la productividad y la calidad.
Las consideraciones de costos iniciales promueven el uso de tubos de acero estructural cuadrados / rectangulares para la mayor parte de la estructura del accesorio. Desde el punto de vista de la resistencia al desgaste, los topes duros de los accesorios y los puntos de ubicación a menudo están hechos de acero para herramientas aleado con alto contenido de carbono en un esfuerzo por resistir la deformación. Otra aleación resistente al desgaste de origen común, el aluminio-bronce, se endurece por trabajo y no es tan propensa al magnetismo residual en comparación con el acero para herramientas.
El cobre puro generalmente se evita cuando se tiene en cuenta la dureza, pero es el mejor material para la conductividad eléctrica. La conductividad eléctrica es fundamental para la estabilidad de la soldadura por arco, un aspecto deseable que es necesario para lograr velocidades máximas de desplazamiento. Por esta razón, se pueden obtener aleaciones de cobre y zinc (latón), o cobre y carburo de tungsteno para mejorar la resistencia al desgaste del cobre. Los constructores de accesorios novatos a veces pasan por alto el aspecto de la conductividad eléctrica y pintan todas las superficies, incluida la superficie de conexión del cable de trabajo atornillado, que es la fuente de problemas de solución de problemas de inicio inmediato.


Las propiedades de conductividad térmica del aluminio y el cobre son altas, lo que se refiere a la capacidad de cada uno de estos materiales para conducir el calor. Por estas razones, estos materiales se utilizan a menudo como disipadores de calor para conducir el calor lejos de la pieza de trabajo y "distribuir" el calor sobre una superficie más grande para minimizar la distorsión de la pieza de trabajo. En un sistema de soldadura robótica, también se deben considerar las propiedades de expansión térmica. La expansión térmica se refiere al cambio fraccional de longitud de un material por unidad de cambio de temperatura. El aluminio tiene la capacidad de cambiar significativamente de longitud y volumen cuando se calienta. Por esta razón, el cobre se usa más comúnmente para los disipadores de calor, y el aluminio generalmente se evita en un esfuerzo por lograr la repetibilidad de las piezas. Los subconjuntos de piezas de trabajo también se pueden organizar y programar físicamente con procesos de soldadura avanzados, diseñados para un bajo aporte de calor, para minimizar las tendencias de distorsión de la soldadura.
Optimice el circuito de soldadura
Las formas de onda de soldadura refinadas requieren un circuito de soldadura optimizado para mantener longitudes de arco cortas al tiempo que se reducen las salpicaduras, los cortes, el destello del arco y las interrupciones del arco, todo en un esfuerzo por maximizar las velocidades de desplazamiento.
Se debe tener especial cuidado para identificar la ubicación óptima del cable de trabajo en el dispositivo de soldadura robótica. Como regla general, es deseable ubicar el cable de trabajo y el cable sensor (si corresponde), lo más cerca posible del arco de soldadura, en lugar de hacerlo indirectamente a través de una serie de conexiones atornilladas. En el escenario óptimo, se prefiere la conexión directamente a la pieza de trabajo.
Las disposiciones de conexión en el dispositivo para asegurar que el cable de trabajo y el cable de detección estén separados entre sí, y de cualquier cable de comunicación robótico o de soldadura aseguran los mejores resultados. Cuando más de una fuente de energía está soldando simultáneamente en una sola pieza, cada fuente de energía requiere un cable de trabajo desde el perno de trabajo hasta la pieza de trabajo. Evite combinar todos los cables de trabajo en un solo cable para reducir la interferencia del arco y el magnetismo inducido, también conocido como golpe de arco.
En este punto, también considere las direcciones de viaje de soldadura anticipadas, con la preferencia de moverse en la dirección alejada del cable de trabajo, como se muestra. Conecte todos los cables de detección de trabajo de cada fuente de alimentación a la pieza de trabajo en el extremo opuesto.
Oriente el dispositivo para maximizar las tasas de deposición
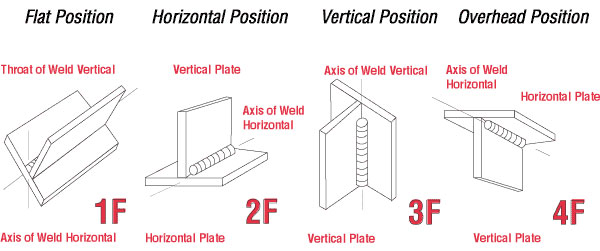
A continuación, examine cómo colocan sus accesorios el trabajo en relación con una orientación vertical para aprovechar la fuerza de la gravedad. Al soldar una pieza en posición plana, la gravedad es un aliado. Las soldaduras terminadas son planas, uniformes y más fáciles de realizar con tasas de deposición más altas, lo que aumenta directamente la velocidad de desplazamiento y la productividad.
Cuando las aplicaciones de chapa metálica se diseñan con juntas solapadas o en 'T', el posicionamiento simple de la pieza para permitir un movimiento de la antorcha cuesta abajo de 15 grados puede resultar en aumentos de la velocidad de desplazamiento del 10 al 25 por ciento, utilizando la gravedad como un aliado y la rapidez. siga las características de muchas combinaciones de consumibles / gas.
Soldar por encima de la cabeza puede resultar atractivo para reducir o eliminar las salpicaduras de soldadura que se adhieren a la pieza, sin embargo, las salpicaduras se adherirán inevitablemente a la superficie expuesta del accesorio y las herramientas, lo que requiere una atención de mantenimiento a largo plazo. Soldar por encima de la cabeza también requiere superar la fuerza de la gravedad. Las tasas de deposición son más bajas y es más difícil mantener los contornos de soldadura adecuados.
Esfuércese por la accesibilidad, la repetibilidad, la simplicidad y la confiabilidad
Hay muchas opciones de sujeción / ubicación para elegir cuando se acerca a un dispositivo en la etapa de diseño. El menos complejo implica una sujeción manual simple, como abrazaderas giratorias, de empuje o de émbolo, que se aplican a una mesa fija o estacionaria y se aplican típicamente para piezas de corto plazo o prototipos. En un entorno de I + D o de tiradas cortas, estos son métodos muy sencillos y de bajo coste para localizar una pieza. La naturaleza intensiva en mano de obra de la sujeción manual se supera con la flexibilidad y versatilidad en estos entornos. Los accesorios modulares son una opción secundaria que proporciona beneficios de flexibilidad al tiempo que mantiene el control dimensional.

En el otro extremo del espectro, las aplicaciones más complejas pueden involucrar un dispositivo dedicado. Estas instalaciones de accesorios son más complicadas con costos iniciales más altos y, con frecuencia, implican la instalación y el enrutamiento de cableado y líneas neumáticas o hidráulicas. Las ventajas de la sujeción automática incluyen la reducción o eliminación de la mano de obra para el accionamiento, detección de proximidad de piezas y sujeción secuenciada.
Otra alternativa de diseño de artefactos consiste en reacondicionar o readaptar un artefacto semiautomático existente, pero esta alternativa debe abordarse con precaución. En una aplicación semiautomática, el operador a menudo hace ajustes sobre la marcha para adaptarse a las variaciones en la ubicación y la geometría de las juntas. Cuando se aplica un robot al mismo dispositivo, cualquier movimiento de la pieza condena el ensamblaje al contenedor de rechazo. Si el accesorio se dedica predominantemente a soldaduras de filete y solape, el accesorio normalmente se puede reutilizar; sin embargo, las soldaduras de esquinas exteriores y las juntas a tope cuadradas a menudo requieren mejoras serias en el accesorio existente para mantener la repetibilidad.

En cada una de estas opciones, se deben considerar una variedad de objetivos adicionales. Por ejemplo, el dispositivo debe estar diseñado para operar a una altura y alcance ergonómicos y sin necesidad de fuerza por parte del operador durante la carga y descarga. Se debe enfatizar la suficiente accesibilidad de la antorcha y espacio visual, complementado con una iluminación adecuada. Las superficies de los accesorios están idealmente diseñadas para minimizar las superficies planas y evitar que la acumulación de salpicaduras de soldadura interfiera con las superficies de ubicación críticas o los componentes actuadores.
El objetivo de la integración del dispositivo y el dispositivo de sujeción / ubicación es asegurar que la ubicación de la junta de soldadura se repita, en un espacio tridimensional con respecto al sistema, dentro de +/- la mitad del diámetro del alambre de soldadura aplicado. Por ejemplo, el uso de alambre de 0.045 "de diámetro permite una tolerancia de +/- 0.022".
La ubicación y el ancho del espacio deben ser consistentes de una parte a otra, con las mismas tolerancias que la ubicación de la unión soldada. Más allá de más o menos la mitad del diámetro del grosor del alambre, es posible que sea necesario aumentar el tamaño de la soldadura para compensar la garganta de soldadura más pequeña resultante. Una soldadura más grande puede requerir de un 125 a un 200% más de metal de soldadura que el requerido si se mantiene un ajuste adecuado.
Obtener un buen ajuste es fundamental para controlar los costos. Para obtener un buen ajuste de manera consistente, también se debe hacer hincapié en las operaciones de preacondicionamiento, como los procesos de corte / cizallamiento, mecanizado, tratamiento térmico y doblado / conformado.
Considere alternativas cuando los costos de diseño de accesorios sean prohibitivos
Hay ocasiones en las que es demasiado caro fabricar piezas con tolerancias estrictas, o no es práctico presentar una fabricación grande a un dispositivo de robot, en milésimas de pulgada. Los recorridos de piezas pequeñas también pueden prohibir la aplicación de algunas opciones de fijación. En estos casos, se puede emplear tecnología sensorial de software de bajo costo, como Touch Sensing o Through-The-Arc Seam Tracking, para superar las deficiencias en una pieza o accesorio.
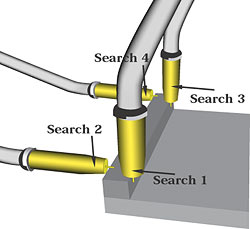
En la aplicación de Touch Sensing, el robot está programado para tocar el alambre de soldadura en varios lugares de la fabricación para identificar la ubicación y orientación de la pieza. Con esta información, un programa maestro puede cambiarse tridimensionalmente para que coincida con la nueva orientación de la pieza. El seguimiento de la costura a través del arco es otra opción que se puede habilitar una vez que el robot comienza a soldar: el robot se mueve a lo largo de la unión soldada y modifica su trayectoria en función de cualquier cambio de ubicación de la unión, tal vez debido a la distorsión o el retroceso de la pieza, por ejemplo .
Otros métodos complejos de detección y seguimiento incluyen sistemas de visión basados en láser.
Resumen
La soldadura robótica es económica cuando se aplica correctamente, pero puede ser terriblemente ineficaz y tener un costo prohibitivo cuando se pasan por alto consideraciones de diseño de dispositivos simples. Muchas ganancias de productividad se obtienen, o se pierden, en la etapa de diseño y, si bien la fijación de piezas desempeña un papel que es simple, es fundamental para el éxito de un sistema. Considere los objetivos básicos de diseño de accesorios para mejorar la productividad de su sistema de soldadura robótica.