Minimizar el riesgo en la soldadura por arco sumergido en alta mar
Minimizar el riesgo en la soldadura por arco sumergido en alta mar
El aumento de las tasas de deposición en la soldadura por arco sumergido requiere una selección adecuada de consumibles para lograr una tenacidad constante y depósitos de soldadura de hidrógeno de baja difusión.
por Ben Schaeffer y Teresa Melfi, The Lincoln Electric Company
La integridad, calidad y consistencia de la soldadura son compatibles con una mayor productividad de soldadura y menores costos de fabricación, siempre que se tomen en consideración factores clave. El efecto del hidrógeno difusible, la selección de los sistemas de aleación y la elección de los procedimientos de soldadura juegan un papel crucial en el mantenimiento de una alta calidad y consistencia en las soldaduras costa afuera.
Los soldadores e ingenieros de soldadura enfrentan distintos desafíos en una era de mayor escrutinio por parte de las regulaciones gubernamentales, los representantes de los propietarios y las sociedades de clasificación de agencias. Los representantes de los propietarios están monitoreando de cerca la actividad de soldadura de los patios, comúnmente buscando una tasa de defectos de menos del uno por ciento en el desempeño general de la soldadura antes de que se otorguen los contratos. Esto requiere que las empresas de ingeniería de diseño, fabricación y construcción reconsideren el margen de seguridad en sus procesos de soldadura. Para alcanzar primero petróleo o gas en aguas profundas, los diseños que incorporan materiales de mayor resistencia son cada vez más comunes, al igual que los procedimientos de soldadura de mayor productividad, incluso en procesos automatizados como la soldadura por arco sumergido (SAW). Sin embargo, los cambios en las variables de soldadura también pueden aumentar el contenido de hidrógeno, lo que influye aún más en el riesgo de agrietamiento retardado. Se sabe que el craqueo relacionado con el hidrógeno es función de la cantidad de hidrógeno, la susceptibilidad de la microestructura y las tensiones residuales sobre el metal. Los procedimientos y prácticas de soldadura que influyen en la difusión del hidrógeno a menudo se pasan por alto. El aumento de la productividad en la soldadura casi siempre da como resultado pasadas de soldadura individuales más gruesas y más pasadas de soldadura por hora (por menos tiempo entre pasadas). El resultado son distancias de difusión más grandes, períodos de tiempo más cortos para que el hidrógeno escape y un mayor riesgo de agrietamiento relacionado con el hidrógeno. Estos factores, especialmente cuando se combinan con las microestructuras de aceros de mayor resistencia comunes a la industria de la soldadura en alta mar, requieren una nueva mirada al control del hidrógeno en todos los aspectos de la soldadura.
Además de un mayor riesgo de agrietamiento por hidrógeno, las propiedades mecánicas, como el desplazamiento de apertura de la punta de la grieta (CTOD), a menudo sufren cuando se depositan cordones de soldadura más grandes con procesos y consumibles de soldadura convencionales. Este artículo cuantifica los factores de riesgo más allá de los explorados en las pruebas estandarizadas de hidrógeno difusible y CTOD, disipando algunas creencias comunes y proponiendo otras. A partir de esto, se establecen opciones para mitigar estos riesgos en el entorno del mundo real de estructuras pesadas en alta mar. Como tal, es importante que las empresas offshore aumenten sus requisitos técnicos para soldaduras y busquen nuevas tecnologías y estrategias para mantener la consistencia y calidad de las propiedades de los depósitos de soldadura, así como para lograr una mayor productividad. Para SAW, esto se logra mediante mejoras en los procedimientos de soldadura en combinación con la selección adecuada de consumibles de soldadura.
Aumento de la productividad con tecnología AC
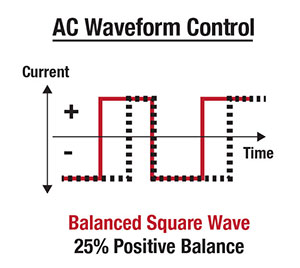
La fabricación de plataformas y componentes costa afuera requiere un compromiso inquebrantable con la calidad de la soldadura, pero también un compromiso con los costos y programas de producción cuidadosamente administrados. Una nueva tecnología en las fuentes de energía SAW es el control de forma de onda de CA. Como se muestra en la Figura 1, el control de forma de onda de CA permite aumentos significativos en las tasas de deposición de electrodos, lo que permite una mayor productividad de soldadura con la misma entrada de calor promedio.
<table summary="" style="color: rgb(51, 51, 51); font-family: Arial, Helvetica, sans-serif; font-size: 11px; font-style: normal; font-variant-ligatures: normal; font-variant-caps: normal; font-weight: 400; text-align: start; background-color: rgb(255, 255, 255); width: 781.6px;"><tbody><tr><td colspan="3" style="vertical-align: top;"><p align="center"><strong>Figure 1: Increased Deposition Rates Achieved with the Power Wave® AC/DC 1000 SD</strong></p></td></tr></tbody></table><br><p style="color: rgb(51, 51, 51); font-family: Arial, Helvetica, sans-serif; font-size: 11px; font-style: normal; font-variant-ligatures: normal; font-variant-caps: normal; font-weight: 400; text-align: start; background-color: rgb(255, 255, 255);"></p>
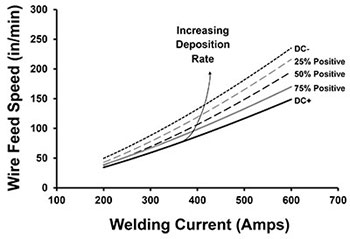
Los resultados son la reducción de los costos operativos y de soldadura y una mayor productividad del equipo de soldadura en aplicaciones de soldadura de arco único o de arco múltiple. Y, con los requisitos de corriente de entrada reducidos hasta en un 50 por ciento para algunos de los sistemas SAW basados en inversores más nuevos, los usuarios informan constantemente ahorros de energía significativos en comparación con los equipos SAW tradicionales. Sin embargo, el aumento de las tasas de deposición tiene un precio. Ese precio es riesgo; específicamente, riesgo de fallar las propiedades mecánicas (tenacidad) y riesgo de agrietamiento relacionado con el hidrógeno.
Dureza CTOD y selección de consumibles
Los aumentos de productividad que se obtienen a través del control de forma de onda SAW AC están asociados con tasas de deposición más altas, a menudo acompañadas de pasadas de soldadura individuales más gruesas. Muchos sistemas de aleación desarrollan tenacidad cuando el metal de soldadura depositado se recalienta y refina mediante pasadas de soldadura posteriores (consulte la Figura 2). Los cordones de soldadura más gruesos que resultan de tasas de deposición más altas pueden afectar las propiedades mecánicas al aumentar el porcentaje de metal de soldadura depositado (sin refinar). El metal de soldadura sin refinar se asocia con una microestructura de grano más grueso, más ferrita de límite de grano y menor tenacidad en los sistemas de aleación de Mn-Si (acero dulce) y Mn-Si-Ni.
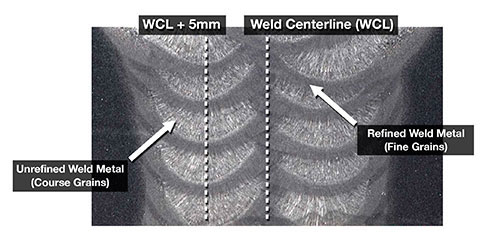
Figura 2: Refinamiento de soldadura de metal en una soldadura por arco sumergido
El tamaño y la ubicación del cordón de soldadura influyen especialmente en la tenacidad del depósito de soldadura cuando no se aplican dichas adiciones de aleación. Cordones de soldadura más pequeños y más pasadas aseguran un mayor contenido de metal de soldadura refinado pero limitan la productividad de la soldadura. Los avances tecnológicos en los fundentes de soldadura por arco sumergido permiten una mejor tenacidad en el metal de soldadura sin refinar de acero dulce y sistemas de baja aleación sin hacer sacrificios tradicionales al hidrógeno difusible o la facilidad de soldadura a tasas de deposición más altas. La Tabla 1 muestra que la tenacidad CTOD @ -10 ° C del metal de soldadura predominantemente sin refinar (WCL + 5 mm, ver Figura 2) se acerca a la del metal de soldadura predominantemente refinado (Línea central de soldadura (WCL), ver Figura 2) tanto para acero dulce como de baja aleación depósitos cuando se utiliza un fundente de soldadura diseñado en consecuencia. Estos resultados muestran una tenacidad constante en todo un depósito de soldadura incluso con una concentración general más alta de metal de soldadura sin refinar e implican que es posible reducir el riesgo de fallas relacionadas con la tenacidad cuando se modifican los diseños de juntas y los procedimientos de soldadura para mejorar la productividad.
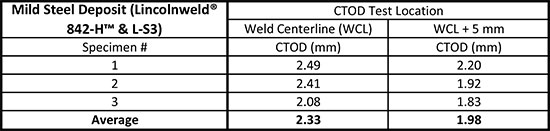
Tabla 1: Valores CTOD de espesor total a -10 ° C para un depósito de soldadura de acero dulce; Weld Centerline (WCL) consiste principalmente en metal de soldadura refinado y WCL + 5 mm consiste principalmente en metal de soldadura sin refinar; consulte la Figura 2 para ver una descripción de la ubicación de la prueba CTOD
Los valores constantes de CTOD para un depósito de soldadura también pueden servir como su propia mejora de la productividad. Los valores CTOD cuantifican la resistencia de una soldadura a la propagación de fisuras dúctiles. Durante la soldadura de múltiples pasadas de secciones gruesas, se acumulan tensiones residuales que deterioran la capacidad de una soldadura para resistir la propagación de fisuras dúctiles (y reducen los valores CTOD). Los fabricantes suelen utilizar el tratamiento térmico posterior a la soldadura (PWHT) para aliviar las tensiones residuales de la soldadura. Según el estándar offshore DNV-OS-F101:
El tratamiento térmico posterior a la soldadura se debe realizar para uniones soldadas de C-Mn y acero de baja aleación que tengan un espesor de pared nominal superior a 50 mm, a menos que la prueba de tenacidad a la fractura muestre valores aceptables en la condición de soldado.
Los valores constantes de CTOD en la condición de soldado eliminan la necesidad de PWHT, lo que reduce significativamente los costos y mejora la productividad.
Selección de consumibles e hidrógeno difusible
La selección adecuada de consumibles de soldadura también es vital a velocidades de deposición más altas para resistir una falla común: el agrietamiento por hidrógeno retardado en los cordones de soldadura más gruesos.
La calificación de los materiales y los procedimientos de soldadura utilizados en aplicaciones de tuberías y marinas estructurales críticas a menudo incluye soldaduras y pruebas exhaustivas en condiciones de producción para la validación de las propiedades mecánicas, incluida la tenacidad CTOD. Debido a que las pruebas de hidrógeno difusible son extremadamente difíciles de cuantificar fuera de un laboratorio, no ocurre lo mismo con su validación. Lo que complica aún más la situación es el hecho de que la mayoría de los astilleros mar adentro se encuentran en áreas de alta humedad cerca del mar. Estos factores hacen que sea aún más crítico que una combinación de alambre SAW y fundente sea robusta en su capacidad para depositar metal de soldadura con bajo contenido de hidrógeno, tanto directamente fuera de la bolsa como después de la exposición a ambientes húmedos.
Las clasificaciones del modo de falla utilizan la frecuencia, la gravedad y la detectabilidad de los defectos para determinar una clasificación de riesgo. Los fabricantes diligentes pueden considerar que la frecuencia de agrietamiento por hidrógeno es baja. El agrietamiento en las soldaduras de cualquier tubería o componente submarino es un defecto severo, con un mayor riesgo de falla en servicio debido a la dificultad asociada con la detección de grietas de hidrógeno. Las grietas por hidrógeno pueden iniciarse inmediatamente o días después de la soldadura. La Figura 3 muestra que aunque el volumen medido de hidrógeno aumenta con las pasadas de soldadura subsiguientes, se ha medido que el hidrógeno del metal de soldadura está más concentrado (es decir, hidrógeno por 100 gramos de depósito de soldadura) en las primeras pasadas de soldadura de una junta de múltiples pasadas. En este caso, las grietas de hidrógeno pueden estar ubicadas profundamente dentro de una junta de soldadura (las juntas marinas comunes son tan profundas como 3 o 4 pulgadas) que requieren técnicas sofisticadas de END para la detección y un gran costo para reparar.
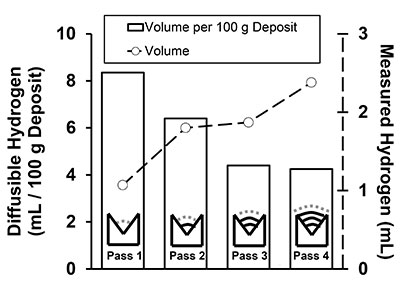
Figura 3: Hidrógeno difusible en una soldadura de múltiples pasadas
La sección transversal de una grieta de hidrógeno (Figura 4a) de una soldadura de alta resistencia indica que tales grietas también pueden iniciarse inmediatamente. Se demostró que esta grieta se origina en la primera pasada de una soldadura de pasadas múltiples. La superficie de la grieta expuesta (Figura 4b) confirmó el agrietamiento inmediato ya que se encontró tinte térmico en la región de la primera pasada. Los factores de severidad y detectabilidad producen un alto riesgo asociado con grietas por hidrógeno en soldaduras estructurales en alta mar.
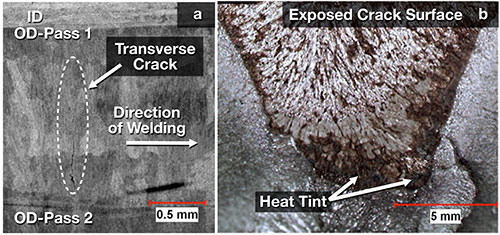
Figura 4: Ejemplo de agrietamiento por hidrógeno en una soldadura de múltiples pasadas
Como se muestra en la Figura 5, aumentar el tiempo entre pasadas de soldadura (especialmente a temperatura entre pasadas) es efectivo para reducir el contenido de hidrógeno difusible. Aunque el aumento de las temperaturas de precalentamiento y entre pasadas ayuda a mitigar el riesgo de agrietamiento por hidrógeno, estas prácticas también pueden reducir la resistencia del metal de soldadura. Otros métodos para reducir el hidrógeno difusible (tiempos de retención entre pasadas y remojos de deshidrogenación) reducen la productividad. Nuevamente, evitar tales prácticas hace que la selección y el manejo de los consumibles sean especialmente importantes.
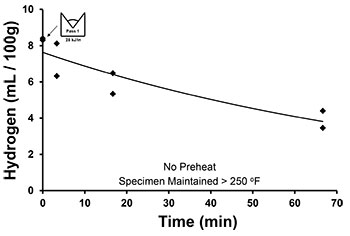
Figura 5: Tiempo de descomposición del hidrógeno difusible para una soldadura de una sola pasada; Fue necesaria más de una hora para que una muestra (mantenida a 250 ° F) redujera a la mitad su contenido inicial de hidrógeno difusible
Todos los fundentes SAW (tanto aglomerados como fundidos) tienen una correlación única entre el contenido de humedad y el hidrógeno difusible. Las características de humedad del fundente son igualmente importantes para minimizar el riesgo de agrietamiento relacionado con el hidrógeno. Esta relación limita el contenido mínimo de hidrógeno alcanzable para un fundente determinado, incluso después de hornear o secar previamente el fundente. La Figura 6 muestra la diferencia entre el hidrógeno difusible obtenido de un fundente de soldadura que se considera un estándar de la industria para su uso en aplicaciones de soldadura en alta mar en Europa y Asia en comparación con el de un fundente diseñado y fabricado con nuevas tecnologías. Un nuevo fundente desarrollado para su uso en aplicaciones de soldadura en alta mar, Lincolnweld® 842-H ™, es único en el mercado. Ha sido diseñado para producir hidrógeno de difusión ultrabaja, por lo general menos de 3 ml / 100 g de metal de soldadura depositado en polaridad de CA y CC, lo que reduce la probabilidad de agrietamiento por hidrógeno del metal de soldadura. Esto es valioso para la industria de la construcción en alta mar, donde la consistencia en la operatividad, la resistencia al impacto y el hidrógeno de baja difusión son fundamentales.
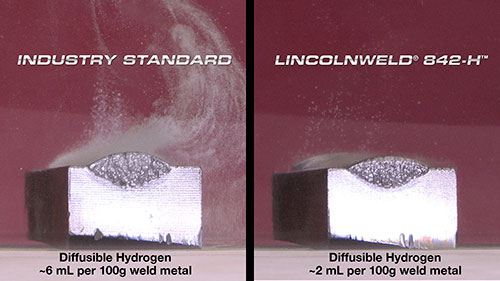
Figura 6: Difusión de hidrógeno de dos muestras de soldadura; las muestras se soldaron y probaron utilizando los mismos procedimientos; Los valores de hidrógeno difusible corresponden a la condición "Tal como se recibió" en la Figura 7
La capacidad de usar un fundente sin preacondicionamiento reduce el costo y la complejidad, al tiempo que minimiza la posibilidad de error durante la manipulación. La nueva tecnología utilizada en el diseño, fabricación y empaque de fundente de soldadura permite soldar Lincolnweld® 842-H ™ directamente desde su empaque. Aquí, la nueva tecnología se compara nuevamente con la del flujo “estándar de la industria”, y la magnitud de la diferencia en el hidrógeno difusible después de la exposición es asombrosa. Los fabricantes e inspectores a menudo se sienten cómodos con un nivel de hidrógeno difusible de 5 ml por 100 g de metal de soldadura, ¡pero estarían legítimamente preocupados con un valor cercano a 15 ml por 100 g de metal de soldadura!
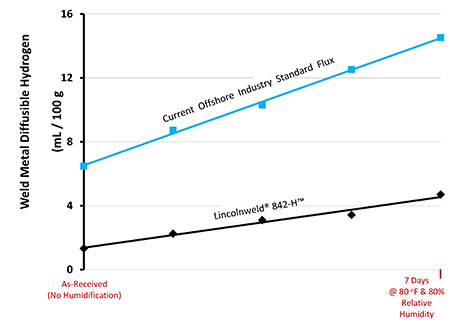
Figura 7: Hidrógeno difusible de flujos tras la humidificación; El potencial de hidrógeno para el fundente tal como se recibe, así como para el fundente expuesto a alta humedad, debe ser mínimo para reducir el riesgo de agrietamiento relacionado con el hidrógeno.
Conclusión
La especificación de consumibles para aplicaciones de SAW en aguas profundas y ultraprofundas requiere previsión y diligencia para producir soldaduras robustas que no solo resistan entornos hostiles, sino que también cumplan con los estándares de calidad y pruebas cada vez más estrictos de la industria, como los valores CTOD.
La soldadura con control de forma de onda de CA en las últimas fuentes de alimentación de CA / CC con inversor tiene el potencial de aumentar considerablemente la productividad. Esto, combinado con una alta tenacidad y un bajo flujo de hidrógeno, pueden lograr los objetivos de reducir los costos y al mismo tiempo reducir los riesgos. Las nuevas tecnologías aplicadas a la fuente de energía SAW y al diseño de flujo hacen que todo esto sea posible.
Impreso originalmente en el Welding Journal de la American Welding Society, marzo de 2013.