Soldabilidad de los grados de mecanizado libre de acero
P: Estoy soldando un eje hecho de acero 1141 y tengo grietas en la soldadura. ¿Esperarías esto? Estoy usando un cable MIG ER70S-6. ¿Es este el tipo de cable adecuado para usar? Por otro lado, ¿se puede siquiera soldar?
R: Las respuestas a sus preguntas son, "no me sorprende", "no" y "no es probable". Déjame explicarlo. La serie de aleaciones 1141 del Instituto Americano del Hierro y el Acero (AISI) y la Sociedad de Ingenieros Automotrices (SAE) (es decir, AISI-SAE 1141) se considera un grado de acero al carbono tratable térmicamente, de "mecanizado libre" (o "corte libre"). Los tipos de acero de mecanizado libre contienen niveles más altos de azufre (0.05% o más), fósforo (0.04% o más) o plomo para mejorar la maquinabilidad o las características de mecanizado. Estos tipos de aceros incluirían la serie de aleaciones AISI-SAE 11XX (mecanizado libre resulfurizado) y la serie de aleaciones AISI-SAE 12XX (mecanizado libre resulfurizado / refosforizado) (ver figura 1). Si el acero contiene plomo, se designará con la letra "L" después de los dos primeros números en cualquier designación de acero.
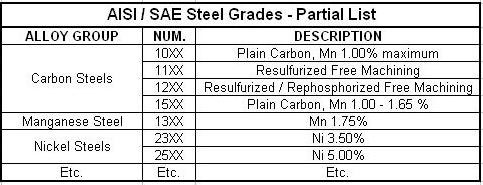
Figura 1: Lista parcial de aceros AISI-SAE, mostrando los grados de "mecanizado libre"
Al cortar la mayoría de los tipos de acero en un torno o fresadora, las virutas tienden a desprenderse en hebras largas y rizadas. Esto puede resultar engorroso e incluso impedir el proceso de mecanizado, sin algún tipo de rompevirutas en la broca de corte. Alternativamente, los tipos de acero de mecanizado libre, con sus niveles más altos de azufre, fósforo y plomo, producen puntos suaves uniformes en la microestructura del metal. Cada vez que la broca golpea un punto blando, el afeitado se rompe y el metal se puede eliminar en pequeñas virutas uniformes.
Sin embargo, lo que es bueno para el maquinista es malo para el soldador. El azufre, el fósforo y el plomo son aleaciones de bajo punto de fusión. En la soldadura por arco, el metal de soldadura fundido comienza a solidificarse inmediatamente desde el exterior primero y luego hacia el centro del cordón. Durante este proceso de solidificación, estas aleaciones de punto de fusión más bajo son las últimas en resolidificar y, por lo tanto, tienden a migrar al centro del cordón de soldadura. Si estos elementos están presentes en niveles excesivos, esto crea una alta concentración de material más blando en el centro del cordón, que bajo las tensiones creadas a medida que la soldadura se solidifica, muy a menudo resulta en agrietamiento en la línea central. Esto se considera una forma de agrietamiento en caliente, ya que ocurre inmediatamente mientras el cordón de soldadura aún está caliente. De hecho, dependiendo del tipo particular, algunos grados de acero de mecanizado libre se consideran simplemente no soldables; lo que significa que casi siempre se producirán grietas en la soldadura. Como ejemplo, en general, cualquier acero de mecanizado libre con plomo se consideraría no soldable. Tenga en cuenta también que un alto contenido de azufre también puede causar porosidad en el metal de soldadura.
En general, debe evitarse la soldadura en cualquier grado de acero de mecanizado libre. Sin embargo, si debe intentarse, sin garantías de éxito, se recomienda un consumible bajo en hidrógeno con un sistema de escoria básico. El bajo contenido de hidrógeno ayuda a reducir la formación de porosidad de sulfuro de hidrógeno y un sistema de escoria básico reduce el contenido de azufre y fósforo del metal de soldadura. Para la soldadura con electrodo revestido, un electrodo de acero inoxidable especial para aceros difíciles de soldar / sensibles al agrietamiento, como un tipo 312 modificado (por ejemplo, Blue Max 2100 de Lincoln Electric), puede ser su mejor opción. Tiene una tolerancia muy alta al mecanizado libre de aceros o aceros con una baja relación de manganeso a azufre (es decir, <20), evitando problemas de agrietamiento en caliente cuando muchos otros tipos de electrodos no lo hacen. Entre los electrodos de acero al carbono, para soldadura con electrodo revestido, se prefiere un electrodo E7018, frente a los tipos E6010, E6011, E6013, E7014, etc. Para soldadura con núcleo de fundente y blindaje de gas, se prefiere un cable E70T-5 o "T-5", en lugar de cables de tipo "T-1" o T-9 ". Para soldadura con núcleo de fundente, autoprotegido," T Se prefieren cables de tipo -4 ”," T-7 "o" T-8 ". Los procesos TIG y MIG (es decir, procesos con un "alambre sólido o electrodos desnudos") son menos preferidos porque no tienen un sistema de escoria básico para ayudar a reaccionar con los niveles más altos de azufre o fósforo en los aceros de mecanizado libres.